- Mise en forme JVCode
- Afficher les avatars
- Afficher les signatures
- Afficher les spoilers
- Miniatures Noelshack
Sujet : [TUTO] Impression 3D Résine
Salut mes clefs
Aujourd'hui, on parle impression 3D résine, comme c'est écrit dans le titre. Pour devenir de futurs MALES ALPHAS/ELON MUSK 
Attention, pavés en approche
- Je vais vous expliquer:
- En quoi consiste l'impression résine
- Les avantages et inconvénients, une comparaison avec les impressions avec fil (FDM)
- Les Etapes pour imprimer un objet
- En cas d'échec
- Les différentes marques
- Un récap des objets nécessaires
Prêt à entrer dans le futur ?  C'est par ici.
C'est par ici.
I) L'impression résine, kécécé ?
L'impression résine consiste à projeter une source lumineuse sur une résine liquide, se faisant, le liquide va se photopolymériser, devenant un plastique solide.
Dans le cadre de l'impression résine, il existe plusieurs technologies: SLA, DLP, MSLA...
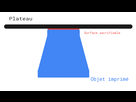
Elles ont en commun d'avoir un bac rempli de résine, situé au dessus d'une source lumineuse. Dans ce bac va plonger un plateau sur lequel sera imprimé la pièce, qui va remonter progressivement, couche par couche. L'impression se fait donc à l'envers par rapport à une imprimante 3D classique.
Vous avez peut-être déjà vu ce genre d'imprimante résine, souvent appelée SLA. Mais la plupart du temps, ce n'était pas des SLA et celles que vous pouvez vous acheter ne sont pas des SLA.
Les imprimantes SLA utilisent un laser comme source lumineuse (en rebondissant sur un miroir), qui va venir polymériser point par point, de manière très précise, la résine. C'est l'un des procédés les plus anciens avec une des définitions les plus précises, puisque la précision horizontale est déterminée par la taille du rayon laser (spoiler, c'est fin). Ces machines, sont chères, grosses et destinées à un public pro, des dentistes ou des spécialistes en mécanique. 
La technologie qui nous intéresse, c'est la MSLA.
Ici pas de laser, une simple lampe UV qui va se charger de photopolymériser votre résine. Entre le bac résine et la lumière, on a un écran, haute définition, qui va laisser passer ou non la lumière UV pour former la couche.
Cette technologie a plusieurs avantages sur la SLA, elle est plus rapide (une exposition = une couche, pour la SLA le laser doit polymériser chaque pixel l'un après l'autre), moins chère, plus simple. Son boom récent est lié à l'arrivée d'écrans haute définition, qui permettent de donner une précision horizontale très importante, qui approche presque celle d'une SLA.
Pour la précision verticale, elle est déterminée par la vis sur laquelle se déplace le plateau et elle est très correcte (ca ne dépend pas tellement de la technologie) 
Pour l'impression DLP plus de détails ici: L'impression DLP est un peu un mix de SLA/MSLA. Un vidéoprojecteur envoie l'image de la couche à imprimer sur un miroir, qui l'envoie sur la résine (parfois directement). Tout se fait en couche par couche, la précision horizontale dépend du projecteur, mais c'est plutôt pas mal comme techno. En revanche, va falloir faire des économies célestin, c'est aussi cher qu'une SLA
Bref. Maintenant détaillons votre imprimante, qui est quasiment la même selon les marques:
-Un socle, avec un écran en façade et un slot SD/USB, l'alim et le bouton on/off sont à l'arrière en général. La clef usb/sd vous sert à mettre des fichiers ou effectuer les maj. L'écran (tactile ) vous permet de contrôler l'imprimante, paramètres, réglages d'impression, mais surtout, de suivre la progression de l'impression.
Sur la face supérieure, se trouve l'écran et en dessous la lumière UV. Pour limiter la chauffe du processeur et de la lampe, votre appareil dispose de ventilos.
-Au dessus de cette face, vous avez plusieurs éléments déjà intégrés à l'imprimantes
- Des filtres à charbon actif, pour limiter l'odeur de la résine
- Un mât vertical, dans lequel est placé une vis sans fin, sur laquelle on va trouver une fixation pour le plateau.

-A coté, vous aurez un plateau, avec une face lisse, en acier brossé. C'est là-dessus que les pièces s'imprimeront. 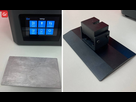
-Enfin, le bac à résine. C'est un cadre noir en métal ou plastique, avec deux vis, il vient se positionner au dessus de l'écran sur la face supérieure du socle. Vous serez amené à visser/dévisser ce bac. Ce qui constitue le fond est un film plastique souple et transparent, appelé film FEP. Il sert de fond au bac pour contenir la résine et laisse passer les rayons lumineux. 
Ce sont les composants essentiels de votre imprimante, avec ceci, on vous fournira systématiquement quelques accessoires, que je détaille plus loin.
II) Passons aux avantages & Inconvénients
Inconvénients:
- Nécessite de la résine, pas spécialement plus chère que le fil par rapport au volume imprimé, mais plus complexe à manier et la plupart des résines ont une odeur forte. (certaines résines dites écologiques n'ont pas ce problème), besoin de masque FFP2 minimum (contre les vapeurs) et de gants (les latex lambdas suffisent)
- La résine polymérisée est un peu moins résistante que le fil, mais il est possible d'avoir des résines plus résistantes, j'utilise par exemple beaucoup d'ABS like, une résine assez commune, proche des capacités mécaniques d'une impression FDM. Mais de manière plus globale, les objets imprimés en 3D sont rarement adaptés à de fortes contraintes techniques.
- Nécessite un certains nombre d'étapes en post-production, avec des consommables. Ces étapes sont la plupart du temps nécessaires et donc augmentent le temps nécessaire pour obtenir une pièce.
- Tout comme la FDM, une pièce indépendante, à température ambiante est nécessaire, aérable mais sans qu'il s'agisse d'une baie vitrée XXL.
- Plateau plus petit que celui d'une FDM, si vous comptez faire de grandes pièces, cela peut être un problème. Vous pouvez trouver des imprimantes 3D avec des plateaux plus grands, mais le prix augmente considérablement.
- Gamme de plastiques un peu plus réduite, mais elle tend à s'étoffer considérablement, et rattrape quasiment celle des FDM
Avantages:
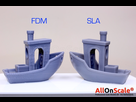
- Précision inégalable. L'impression résine est imbattable, même en allant chercher des imprimantes à fil très précises (et très chères), vous n'obtiendrez jamais mieux en terme de qualité qu'une impression résine. Sur l'entrée de gamme, dans les mêmes niveaux de prix, la précision est 10x plus élevée pour la résine et vous n'avez pas ce phénomène de couche visible et palpable. (vous pouvez avoir des petites stries, mais rien de comparable) Voici une photo d'une impression par un des membres du fofo (FromVegeToCarni):


- Post-production plus homogène et plus simple. Certes, il y a plus d'étapes, avec plus de matériel, mais ces étapes sont simples à réaliser, ne demande aucune adresse si ce n'est que de savoir tenir une figurine et une brosse à dent en même temps. De même, les supports s'enlèvent très simplement avec de l'eau chaude.
- La rapidité d'impression par couche. Une couche c'est rarement plus de 3s, et ce quelque soit la taille de l'objet. Maintenant, considérez que vu que vous êtes 10 fois plus précis, vous avez 10x plus de couches. Malgré ça, vous êtes très rapide, l'impression prends quand même du temps, mais moins qu'une FDM. Cela se voit d'autant plus si votre objet est large et gros. Le paramètre essentiel de la durée d'impression en résine, c'est la hauteur de votre objet et la précision souhaitée, le reste compte peu.
- La résine transparente (et transparente colorée) passent beaucoup mieux qu'en FDM, où les couches vont crée une déformation lumineuse et vont être beaucoup plus visibles.
- Taille de l'appareil. Forcément, si le plateau est plus petit, l'appareil l'est aussi. Mais au delà de ça, les imprimantes sont très compactes et prennent peu de place. La résine se stock dans des pots cylindriques ou dans le bac. Pas de fils disgracieux qui sort dans tout les sens.
- La facilité d'installation et de calibration. L'imprimante reçue, vous allez déballer le produit, voici les étapes:
On est loin des étapes de calibration d'une FDM.
- Le petit nombre de pièces mécaniques/pièces mobiles/en mouvement. Vous avez juste un axe X qui tourne pour faire monter le plateau. Pas d'Y ou de Z, c'est moins d'emmerdes mécaniques, moins de mouvement, et c'est ce qui explique la meilleure résolution horizontale et une calibration beaucoup plus simple.
- Le Style. Ca peut paraître idiot, mais votre imprimante Résine sort tout droit du futur. Peu importe a marque, elle dispose d'un capot en acrylique qui envoie star Citizen à l'âge de pierre. En comparaison, la FDM offre son anatomie sans pudeur, ce n'est pas très beau.


Vous voyez donc bien ici la suprématie de l'impression Résine sur les pucelins de l'impression FDM. 

III) Les étapes d'impression
- Le Slicer
Le slicer est un logiciel, qu'on peut traduire par "trancheur". L'un des plus connu est lychee, mais j'utilise halot box puisque j'ai une halot one. Le slicer consiste essentiellement en 3 étapes:
=> Disposer ses fichiers 3d sur le plateau virtuel, choisir l'orientation de chaque objet, modifier l'échelle,
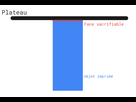
=> Ajouter les bases et les supports, il y a un générateur automatique de base + supports, mais vous pouvez ajouter ça vous même. Notez que si votre pièce est verticale, en stalactite ou en pyramide à forte pente et que vous avez une face qui ne vous intéresse, pas, vous pouvez imprimer sans support en collant directement votre objet sur le plateau. je vous met des schémas fait maison: 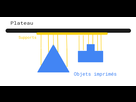 ,
,  ,
,  ,
, 
Je précise que les images représentent l'impression IRL, qui se fait plateau en haut. Sur le slicer, le plateau est en bas. Pour la dernière forme sans support, cela est possible que si la surface accrochée est suffisamment importante par rapport à la dernière couche imprimée. Quand une couche est polymérisée, elle est évidemment collée à la structure/plateau, mais aussi au film FEP, le plateau va se soulever et décoller la pièce du film FEP avant de replonger pour polymériser la couche suivante. Si la dernière couche imprimée n'est pas bien accrochée, mal tenue, avec peu de support ou avec une pente trop faible (dans le cas de la dernière figure), elle va rester accrochée au fil FEP, au fond du bac de résine. Votre impression est ratée et il va falloir nettoyer le vac (description plus bas). Notez que vous pouvez customiser beaucoup de paramètres, comme le diamètre des supports, la taille de la pointe des supports etc. 
=> Trancher, c'est à dire déterminer des paramètres d'impression et transformer votre fichier 3D en fichier d'instruction d'impression. En gros, déterminez votre précision d'impression, la durée d'exposition etc. Vous pouvez utiliser des préréglages dépendant de votre imprimante ou de la résine que vous utilisez.
Une fois ceci fait, vous obtiendrez un nouveau fichier. Selon la résine que vous utilisez, des paramètres différents seront à prendre, ils sont indiqués sur la bouteille.
- Le lancement de l'impression
Allumez votre imprimante, mettez votre masque FFP2 (minimum), versez la résine dans le bac FEP, assurez vous que le plateau est bien arrimé sur le pied, refermez le capot.
Via une clef USB, ou par transfert, de fichier si votre imprimante est connectée (comme la plupart des imprimantes aujourd'hui), sélectionnez votre fichier à imprimer, vérifiez une dernière fois les paramètres d'impression (certains sont modifiables via l'imprimante, même en cours de fonctionnement) et lancez l'impression.
- Patientez le temps de l'Impression, préparez votre phase de post production, en disposant du sopalin sur votre plan de travail (a moins que vous ayez une surface qui peut être dégueulassée). Sortez votre raclette métallique biseautée (souvent fournie avec l'imprimante), votre bac de nettoyage à l'alcool (alcool à 90 minimum), et mettez vos gants.
- Une fois l'impression terminée, enlevez le capot, retirez le plateau avec votre impression, égouttez quelques secondes la résine au dessus du bac pour conserver un maximum de liquide
 .Puis posez le plateau sur le sopalin sur la tranche. Avec la raclette métallique biseautée, décollez les pièces sous le support. (Si vous le voulez, il existe des plaques magnétiques souples à fixer sur le plateau, qui permettront un décollage plus rapide et facile). Une fois les impressions décollées et posées sur le sopalin, vous prenez la raclette pour racler la résine du plateau. Nettoyez à l'aide d'un sopalin imbibé d'alcool ménager à 90° votre plateau, séchez ensuite avec sopalin/chiffon sec. Puis remettez votre plateau sur son mât et le capot sur l'imprimante. Nettoyez votre raclette à l'alcool et rangez-là.
.Puis posez le plateau sur le sopalin sur la tranche. Avec la raclette métallique biseautée, décollez les pièces sous le support. (Si vous le voulez, il existe des plaques magnétiques souples à fixer sur le plateau, qui permettront un décollage plus rapide et facile). Une fois les impressions décollées et posées sur le sopalin, vous prenez la raclette pour racler la résine du plateau. Nettoyez à l'aide d'un sopalin imbibé d'alcool ménager à 90° votre plateau, séchez ensuite avec sopalin/chiffon sec. Puis remettez votre plateau sur son mât et le capot sur l'imprimante. Nettoyez votre raclette à l'alcool et rangez-là.
- Le lavage des pièces
Dans un conteneur de votre convenance, versez votre solvant. Si vous en trouvez pas trop cher, l'alcool isopropylique est souvent utilisé (aux USA surtout) mais en Europe, c'est surtout l'alcool ménager à 90° qui est disponible et aussi efficace. Vous pouvez aussi prendre du résinaway, un produit spécialement conçu pour les impressions 3D, mais il sent seulement moins fort, l'efficacité est la même. Avec un pinceau au poils rigides, vous allez nettoyer les pièces dans votre solvant. Un pinceau vous est souvent fourni pour cette étape, mais si possible, utilise une brosse à dent, c'est beaucoup plus efficace. Vous pouvez faire plusieurs étapes de lavage si cela vous arrange, si cela vous permet de mieux utiliser votre solvant. Ne passez pas plus d'1 minute par pièce. Une fois les pièces nettoyées, posez-les sur le sopalin. 
Notez qu'il existe des résines lavables à l'eau.
Je peux aussi vous proposer une alternative éco+ qui peut être intéressante sur le long terme: Pour cela, il vous faudra acheter un bac à ultrasons (20-30€ chez Lidl) et vous allez le remplir de M. propre (le liquide de nettoyage) SURTOUT PAS D'ALCOOL MENAGER OU ISOPROPYLIQUE (ils sont inflammables, certes, c'est peu probable, mais ne prenez pas de risques). Le M. Propre en ultrasons peut donner des résultats plus ou moins intéressant, certains trouvent que ça remplace très bien l'alcool IPA/90°, d'autres trouvent une efficacité moyenne. Ce qui est sur, c'est qu'il peut au moins servir d'étape de prélavage à pas cher, pour enlever le gros de la résine non polymérisée et limiter votre consommation d'alcool, plus cher et surtout plus difficile à manier.
- Le retrait des supports
Si vous avez utilisé des supports, c'est maintenant qu'il faut les enlever. Ils vous sont utiles pour tenir la pièce avant lavage, en revanche il ne doivent surtout pas passer l'étape suivante. Pour retirer sans difficulté les supports, versez de l'eau chaude (la plus chaude possible du robinet) dans un bac et immergez vos pièces. Après quelques secondes, vous devriez pouvoir retirer vos pièces sans difficultés. Le passage dans l'eau chaude permet de rendre ça beaucoup plus facile, et de limiter les traces d'accroche sur vos objets, voir de les rendre inexistantes. Sur un objet fragile, utilisez une pince à maquette si vous ne vous sentez pas de le faire ainsi.


- Le "Curing"
C'est la dernière étape. Vos objets ont subit une polymérisation assez légère somme toute dans l'imprimante. Il faut finaliser l'impression. Pour cela, vous aller devoir exposer vos pièces à une forte source de lumière UV. Donc si tu habites un endroit ensoleillé, quelques heures au soleil devraient suffire. Sinon, tu doit utiliser des lampes UV. 3 options: soit vous créez votre propre station de curing avec des lampes UV, soit vous achetez des stations de curing, mais c'est cher pour ce que c'est. Le plus simple reste d'acheter une station UV pour ongles, à 15€ sur aliexpress/amazon  . Placez vos pièces sur une feuille d'Aluminium, disposez la station UV à ongles dessus, et faites "cuire" vos pièces 1 minute de chaque coté. Répétez une fois l'opération si vous voulez être tranquille
. Placez vos pièces sur une feuille d'Aluminium, disposez la station UV à ongles dessus, et faites "cuire" vos pièces 1 minute de chaque coté. Répétez une fois l'opération si vous voulez être tranquille  . Une fois vos impression cuites, elles sont prêtes à être utilisées. Vous pouvez en faire ce que vous voulez, même les peindre (pensez à une sous-couche sur certaines résines)
. Une fois vos impression cuites, elles sont prêtes à être utilisées. Vous pouvez en faire ce que vous voulez, même les peindre (pensez à une sous-couche sur certaines résines)
- Nettoyez votre matériel et rangez vos outils. Votre résine peut être laissée dans son bac si vous comptez vous en servir prochainement. Passez rapidemment vos sopalins aux UV, ça évitera de devoir jeter une résine dans l'évier, ce qui est pas ouf. Jetez vos sopalins plastifiés aux déchets classiques. Si votre alcool est trop saturé en résine, vous pouvez essayer de le récupérer en faisant décanter la résine. Mais sinon, mettez ça dans un bidon que vous donnerez à votre déchetterie.
IV) En cas d'échec
Votre impression à échouée, vous avez imprimé les supports, mais rien ne s'y est fixé ou la pièce a été imprimé à moitié, mal imprimée ou autres. Cela peut venir de plusieurs choses.
-Vos paramètres ne sont pas adaptés, corrigez-les.
-Votre slicer ou votre imprimante ne sont pas à jour. Faites la MAJ. Pour votre imprimante, elle peut se mettre à jour via sa connexion WI-FI ou alors via clé USB.
-Votre imprimante doit être nettoyée (cf. plus bas: nettoyer votre bac à résine)
-Vous avez eu une coupure de courant
-Vos supports ne sont pas assez nombreux, mal placés, les têtes d'accroches sont trop fines
-la température de la pièce qui dans l'idéal doit être entre 20 et 25° (20°c marche très bien)
De manière générale, un échec peut être du à pas mal de choses. Mais pour vous aider, le mieux est de demander de l'aide. Pour cela, rien de mieux que les groupes Facebook dédiés à l'impression 3d, regroupés par types d'imprimantes. Vous trouverez pas mal d'aide, de conseil et d'astuces. Vous pourrez aussi montrer vos créations et frimer sur ces groupes. Il est normal de faire des échecs, cela ne doit pas vous décourager. A titre personnel, j'ai réussi ma première impression et foiré la deuxième par ce que j'a modifié des paramètres en mettant certains dans les extrêmes (un temps d'exposition trop bas empêchera la résine d'adhérer aux couches précédentes, un temps d'exposition trop élevé risque d'abimer le film FEP)
Lavage du bac à résine/ Film FEP
Dans la plupart des cas, un échec signifie qu'une des couches et les suivantes sont restées fixées sur le film FEP, par conséquent, vous devez nettoyer votre bac à résine/FEP. Dévissez votre bac du socle, et précautionneusement, versez la résine doucement dans la bouteille de résine via un entonnoir AVEC FILTRE. (Le filtre est capital, vous risqueriez de laisser passer des morceaux de résine durcie, qui ne doit être jetée et ne doit pas se retrouver dans un bac avant impression) Laissez goutter. Reposez votre bac à résine sur un sopalin et refermez votre bouteille.
A l'aide d'une raclette en plastique fournie avec l'imprimante la plupart du temps, enlevez les morceaux de résines durcies collées sur le FEP, avec un peu d'alcool à 90°/IPA/ResinAway, vous pouvez aussi utilisez vos mains (gantées) pour enlever les artefacts. Dans tout les cas, seuls la raclette en plastique, vos doigts gantés et des tissus non-abrasifs doivent toucher le film FEP (et donc le bac). Il est HORS DE QUESTION d'utiliser la raclette métallique ou tout autre objet pouvant rayer le film FEP voir pire le percer. Une fois que les morceaux de résine solidifiés ont été retirés, finissez de nettoyer le bac avec de l'alcool, passez un chiffon doux pour sécher. Vérifiez si le film FEP n'est pas trop abimé et jetez aussi un coup d'œil sur l'écran. Il doit être nickel lui aussi. Si jamais votre film FEP était percé/abimé, vous pouvez le remplacer par le film FEP de secours. Vous pouvez aussi acheter un bac FEP sur internet ou d'autres films. De manière générale, la plupart des pièces se trouvent facilement sur internet, y compris les écrans.
Pensez à laver votre filtre avec l'alcool après utilisation.
V) Les Différentes marques
Il existe pas mal de marques d'imprimantes résines. Comme je parle à de futurs Elon Musks, il va de soi que seul la technologie MSLA nous intéresse, elle est celle promise au meilleur avenir.
Voici les trois principales marques accessibles en Février 2022:
-Elegoo
-Anycubic
-Halot
Il y en a d'autres bien sûr, quoiqu'un peu plus chères (Longer, Phrozen...) La différence de prix étant surtout définie par la taille du plateau (et donc de l'écran) ainsi que la résolution de l'écran.
Pour chaque marque, une gamme est composée principalement de 3 imprimantes, avec des plateaux de tailles différentes (du plus petit au plus grand):
Elegoo: Mars, Saturn et Jupiter
Anycubic: Série Photon: Mono SQ, Mono et Mono X
Halot: Halot one, Halot Sky et Halot Max
A titre personnel, j'ai une Halot One, qui est très correcte. Le prix tourne autour de 200€ pour les premiers modèles.
Mais surtout, ne pensez pas faire une bonne affaire en achetant la génération précédente parce que moins chères. Elles ont souvent des écrans moins bons et des communautés restreintes. Ainsi, chez Halot, évitez la série LD
VI) Récap du matériel
- Imprimante 3D
- Résine

- Clé USB (ou carte SD, ou téléphone connecté) (la clef/carte est souvent déjà fournie)
- Brosse à dent pour nettoyer les pièces (a la place du pinceau fourni)
- 2-3 bacs pour le nettoyage, un (ou deux)pour le lavage à l'alcool, et un pour l'eau chaude. Si vous voulez faire un prélavage au M. Propre (cf. plus haut) achetez un bac à ultrason Lidl, mais ne prévoyez qu'un seul bac de lavage au solvant, si vous trouvez cela vraiment nécessaire.
- Du sopalin, nécessaire pour le nettoyage
- Votre solvant/nettoyant: Alcool Ménager, Alcool IPA (Isopropylique) ou ResinAway. Et/ou votre solvant alternatif (M. Propre). Sur les 3 premiers, l'efficacité est la même.

- Une raclette métallique biseautée, parfois déjà fournie

- Une raclette plastique pour le bac FEP, parfois déjà fournie

- Une pince à maquette
- Des gants latex
- Des masques ffp2 ou plus contre les vapeurs
- Un entonnoir et un filtre (on vous file des filtres à usages unique, achetez en un en métal)

- Une station de séchage d'ongles par UV
- Un peu de papier Alu pour réfléchir les UV dans la station
Vous pouvez acheter d'autres accessoires (plaques d'impressions magnétiques, pinces, système de suspension du bac FEP pour un meilleur égouttage…) mais ils sont moins importants et surtout, un certain nombre d'entre eux sont imprimables via l'imprimante. Vous pouvez même la customiser via certaines impressions (poignées sur le capot).
Gestion du forum
Sujets à ne pas manquer
- Aucun sujet à ne pas manquer